
GELGOOG Core Sorting Technologies
Precision Technologies for Measurable Business Growth
Every piece of fruit and vegetable represents potential value. Our core sorting technologies are specifically engineered to unlock this value at every stage. We provide the tools to ensure operational efficiency through mechanical grading, guarantee superior visual quality with AI vision, certify perfect internal taste via non-destructive inspection, and enable data-driven management with our IoT platform. Discover how our targeted innovations translate directly into enhanced yield, quality, and profitability for your operation.
Technology by the Numbers
Weight and Size Classification

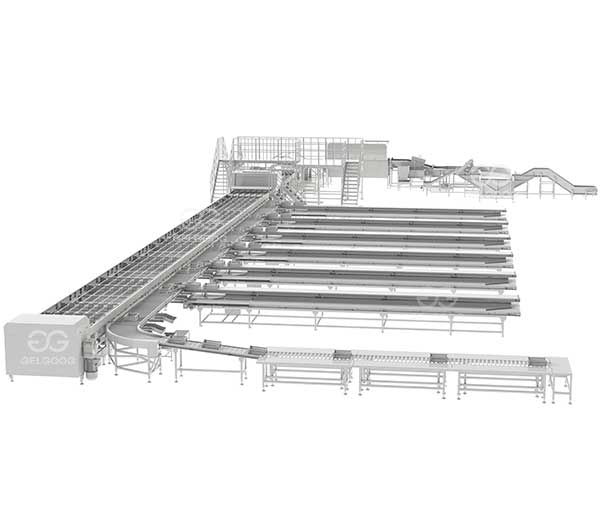
Efficient Mechanical Sorting for Various Scenarios
Weight and size grading is one of the most widely adopted mechanical solutions for fruit sorting, playing a vital role in modern orchards, wholesale markets, and processing plants. It offers a highly automated, accurate, and cost-effective approach to fruit classification.
Key Features
- After basic cleaning, drying, or optional waxing, fruits are sorted using adjustable roller gaps, track systems, or perforated drums, making this method especially efficient for spherical fruits.
- For irregularly shaped fruits that are difficult to grade by dimensions, individual weighing is applied to ensure accurate sorting.
- The process is fully automated, delivering high precision, structural reliability, and low operational cost, making it suitable for most primary fruit processing facilities.
Appearance Color Grading
Vision Technology Enhancement for Added Product Value
Visual recognition systems, built on modern optics, computer vision, and automation technologies, provide rapid, objective, and accurate automated inspection and grading of fruit appearance. By translating human visual expertise into repeatable algorithms, this approach enables intelligent, standardized fruit processing with high efficiency and consistency.
Key Features
- A multi-angle image acquisition system—using industrial cameras and specialized lighting—captures top, side, and bottom views of each fruit.
- Computer vision and deep learning algorithms analyze the images to evaluate color, shape, and surface defects.
- The system performs intelligent grading based on appearance quality, delivering high precision, full traceability, and reduced labor costs while increasing product value.

Internal Quality Sorting
Non-Destructive Testing for Insight into Internal Fruit Quality
Internal quality sorting represents the pinnacle of post-harvest processing technology, using non-destructive testing to evaluate fruit internal characteristics without damage. By combining advanced spectral imaging with machine learning, this approach pushes fruit grading beyond surface morphology into a new dimension of internal quality assessment.
Key Features
- Utilizes near-infrared spectroscopy, visible/near-infrared transmission, and hyperspectral imaging to non-invasively detect internal indicators including sugar content, acidity, internal browning, core rot, and water loss.
- Integrates chemometric models and machine learning algorithms for accurate internal quality grading and classification.
- Ensures fruit uniformity and enhances edible quality, meeting premium market standards while driving industry standardization and brand value.
GEBBER IoT
Digital Management Platform for Full Production Control
As digitalization and sustainability become key global trends in the food industry, GELGOOG has developed a comprehensive digital ecosystem built on 15 years of industry expertise. By integrating mechanical equipment, end-to-end production solutions, and smart IoT technologies, the company offers intelligent management capabilities tailored to modern food processing—including fruit sorting applications.
Key Features
- Provides a unified IoT platform featuring a digital twin dashboard, cloud-based management system, and mobile app, enabling seamless multi-terminal access and remote production control.
- Collects real-time data from PLCs and sensors across the production line to support monitoring, intelligent alerts, online maintenance, and predictive equipment upkeep.
- Delivers measurable benefits in intelligent fruit sorting, including lower operating costs, improved efficiency, real-time data visibility, and simplified operational management.
